Технология роликовой герметизации: основные параметры, влияющие на качество
Симонов О.В., [email protected]
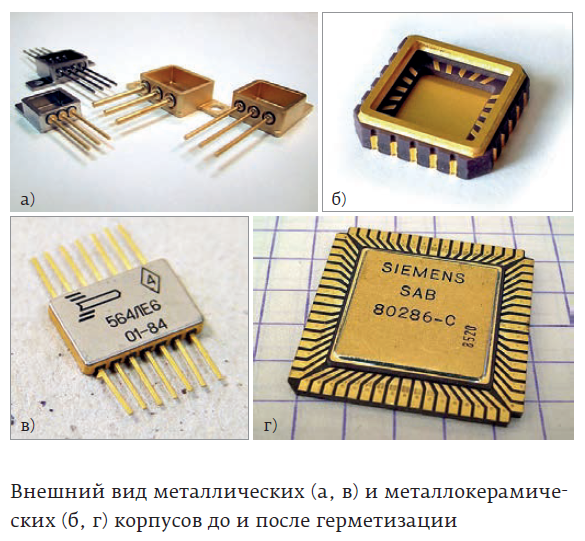
Металлические и металлокерамические корпуса электронных приборов традиционно
находят широкое применение в таких отраслях, как телекоммуникации
(оптоэлектронные компоненты), видеосистемы (ПЗС), мобильная связь
Среди способов герметизации корпусов на сегодняшний день наиболее часто
применяются различные виды сварки
Коротко о технологии роликовой герметизации
Хотя в принципе возможно создание сварного шва самой различной формы, на практике чаще всего корпуса имеют прямоугольный вид. Для корпусов цилиндрической формы типовым решением является применение другого метода – сварка с использованием конденсаторного разряда, который единовременно происходит по всему периметру, где соприкасаются шляпка и цоколь.
Процесс герметизации проходит следующие стадии:
– укладка крышки на корпус;
– точечная прихватка крышки к корпусу импульсом сварочного тока;
– создание сварного шва в одном из направлений (ось Y), в среде азота;
– окончательная герметизация – шов вдоль оси X, в среде азота либо в
вакууме.
Для предварительной очистки изделий перед герметизации производится отжиг
изделий в вакуумной среде, в ходе которого удаляются адсорбированные газы и
летучие соединения, что существенно повышает качество сварного шва. Отжиг
возможен как до, так и после укладки и прихватки крышек, в зависимости от того,
происходит ли прихватка на отдельной установке или в составе единого
автоматизированного комплекса. Применение вакуума на последней стадии процесса
означает, что вакуумная среда остается по его завершении внутри изделий, что
особенно необходимо в таких применениях, как кварцевые резонаторы,
Полную весию статьи читайте в PDF формате.